Auszug aus dem elektroModell 1/2001, ins HTML übersetzt von Peter Rother, August 2001
Hätte es irgendeines Beweises bedurft, er wäre hiermit erbracht: Der Modellbauer heutiger Tage reduziert sich keineswegs auf den Modellkäufer, den Konsumenten von Edlem und Teurem, wie es bisweilen darzustellen versucht wird. Das unerwartet lebhafte Echo auf den Motor-Selbstbauvorschlag zeigt, dass auch im Zeitalter der ARF-Modelle und des Alles-Fertig-Kaufen-Könnens viele Modellflieger selbst kreativ tätig sein möchten und auch zum Experiment bereit sind.
Unüberwindbare Probleme scheint es lediglich dort zu geben, wo der Einzelne mit einer auf Effizienz programmierten Vertriebsorganisation kollidiert, beim Einkauf von Mindestmengen also. So erwies sich die Beschaffung von Statorblechen und Magneten bisweilen als nahezu unüberwindliche Hürde. Mehr hierzu weiter unten. Und natürlich tauchten im Zuge der Realisierung des Projekts auch einige Fragen auf, die in der 1. Folge noch nicht oder nicht klar genug beantwortet werden konnten. Diesem Themenkomplex wollen wir uns zunächst zuwenden.
Fragen, Tipps und konkretisierende Hinweise
Beginnen wir mit der Aufarbeitung eines kleinen Theoriedefizits. So war bisher nichts über das Prinzip der magnetischen Flussführung gesagt worden, was zu der häufig gestellten Frage führte, ob man die unbewickelten Zähne nicht einfach absägen könne. Nein, bitte nicht!! Im Gegensatz zu herkömmlichen Zweipol-Maschinen verläuft der von einer Wicklung ausgehende Magnetfluss beim Torquemax (und generell bei vielpoligen Elektromotoren) nicht diagonal durch den Motor (was ein sehr weiter Weg ist), sondern eher in Form eines W. Wie in der Grafik dargestellt, entsteht er quasi im Mittelteil (Spule) und fließt über die Rotormagnete und den Eisenrückschluss je zur Hälfte in die bei den unbewickelten Nachbarzähne. Die magnetischen Teilflüsse vereinigen sich dann wieder am Fußpunkt des Stators.
Da Stator- und Rotorpole beim Torquemax kein ganzzahliges Vielfaches bilden, ergibt sich eine sehr fließende Kraftverteilung über den gesamten Umfang mit (trotz hohen Magnetflusses) geringer Polfühligkeit. Ein speziell für diese Maschine entwickelter Blechschnitt hätten natürlich auf den Innen- und Außenschenkeln des W unterschiedliche Eisenquerschnitte. Es macht aber kaum Sinn, hier nachträglich eine Feile anzusetzen.
Wickelschema
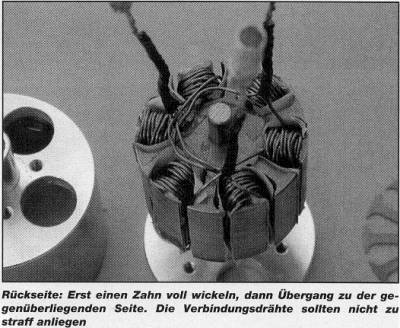 Auch das aus zeichnerischen Gründen
sehr abstrakt dargestellte Wickelschema gab zu Rückfragen Anlass.
Grundsätzlich ist jeder einzelne Zahn zuerst mit der gewünschten
Windungszahl voll zu bewickeln, ehe der Draht zum gegenüberliegenden
Zahn weitergeführt wird. (Hier ein besseres Bild) Und jede Teilwicklung
muss genau dieselbe Windungszahl aufweisen! Stimmt dies nicht,
so kommt der Motor einem Tandem gleich, dessen Fahrer sich nicht
auf eine einheitliche Geschwindigkeit einigen können! Da
bei fertiger Bewicklung ein Nachzählen der Windungen nicht
mehr möglich ist, empfiehlt sich die Messung der Wicklungsinduktivität.
Ein relativ preisgünstiges Messgerät liefert Conrad
(LCR-Multimeter Best. Nr. 131695), das eine zwar begrenzte, für
Vergleichsmessungen aber hinreichend große Genauigkeit
aufweist. Und nach jeder Teilwicklung muss man unbedingt auf
Massenschluss (= unerlaubte Verbindung zum Eisenkern) prüfen.
Diese können sich auch bei der Endmontage des Motors noch
einschleichen, wenn der Lackdraht an blanken Metallteilen aufgerieben
wird. Sollte die Laufkultur des Motors an Stepptanz erinnern,
liegt dies fast immer an solchen unentdeckten Leckstellen. Deshalb
schadet es nicht, die fertige (und geprüfte!) Wicklung zu
vergießen. Und Vorsicht, nicht jeder Controller kann auf
Dauer mit derartigen Unzulänglichkeiten leben!
Auch das aus zeichnerischen Gründen
sehr abstrakt dargestellte Wickelschema gab zu Rückfragen Anlass.
Grundsätzlich ist jeder einzelne Zahn zuerst mit der gewünschten
Windungszahl voll zu bewickeln, ehe der Draht zum gegenüberliegenden
Zahn weitergeführt wird. (Hier ein besseres Bild) Und jede Teilwicklung
muss genau dieselbe Windungszahl aufweisen! Stimmt dies nicht,
so kommt der Motor einem Tandem gleich, dessen Fahrer sich nicht
auf eine einheitliche Geschwindigkeit einigen können! Da
bei fertiger Bewicklung ein Nachzählen der Windungen nicht
mehr möglich ist, empfiehlt sich die Messung der Wicklungsinduktivität.
Ein relativ preisgünstiges Messgerät liefert Conrad
(LCR-Multimeter Best. Nr. 131695), das eine zwar begrenzte, für
Vergleichsmessungen aber hinreichend große Genauigkeit
aufweist. Und nach jeder Teilwicklung muss man unbedingt auf
Massenschluss (= unerlaubte Verbindung zum Eisenkern) prüfen.
Diese können sich auch bei der Endmontage des Motors noch
einschleichen, wenn der Lackdraht an blanken Metallteilen aufgerieben
wird. Sollte die Laufkultur des Motors an Stepptanz erinnern,
liegt dies fast immer an solchen unentdeckten Leckstellen. Deshalb
schadet es nicht, die fertige (und geprüfte!) Wicklung zu
vergießen. Und Vorsicht, nicht jeder Controller kann auf
Dauer mit derartigen Unzulänglichkeiten leben!
Magnete
 Auch
das Verkleben der Magnete verlangt offensichtlich etwas Erfahrung
in der Handhabung von Industrieklebern. Voraussetzung ist natürlich
ein gewissenhaftes Säubern und Entfetten der Klebestellen
mit Aceton o.Ä. Probleme können sich daraus ergeben,
dass LOCTITE zu den anaeroben Klebern zählt, also nur unter
Luftabschluss härtet. Da die rechteckförmigen Magnete
den runden Eisenring nur an ihren Kanten berühren, bildet
sich mit dieser Methode nur wenig Klebefläche aus. Es kann
daher nicht schaden, nachträglich noch mit Sekundenkleber
"nachzubessern", der, wenn hinreichend dünnflüssig,
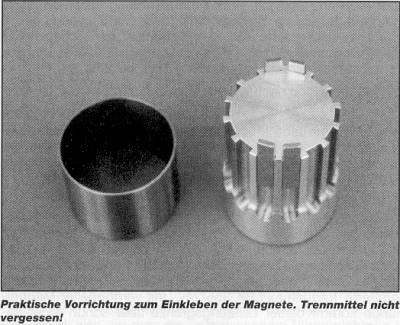
auch in den bogenförmigen Luftspalt eindringt. Bewährt
hat sich das Verkleben mit UHUplus endfest
300, wobei man die Klebestelle im Backofen bei 80
bis 100 °C tempern sollte. Dann allerdings wäre
eine Vorrichtung, wie links gezeigt, sehr hilfreich, die aus
Alu (Trennmittel nicht vergessen!!) oder Delrin bestehen kann.
Auch
das Verkleben der Magnete verlangt offensichtlich etwas Erfahrung
in der Handhabung von Industrieklebern. Voraussetzung ist natürlich
ein gewissenhaftes Säubern und Entfetten der Klebestellen
mit Aceton o.Ä. Probleme können sich daraus ergeben,
dass LOCTITE zu den anaeroben Klebern zählt, also nur unter
Luftabschluss härtet. Da die rechteckförmigen Magnete
den runden Eisenring nur an ihren Kanten berühren, bildet
sich mit dieser Methode nur wenig Klebefläche aus. Es kann
daher nicht schaden, nachträglich noch mit Sekundenkleber
"nachzubessern", der, wenn hinreichend dünnflüssig,
auch in den bogenförmigen Luftspalt eindringt. Bewährt
hat sich das Verkleben mit UHUplus endfest
300, wobei man die Klebestelle im Backofen bei 80
bis 100 °C tempern sollte. Dann allerdings wäre
eine Vorrichtung, wie links gezeigt, sehr hilfreich, die aus
Alu (Trennmittel nicht vergessen!!) oder Delrin bestehen kann.
Controller
Einige Nachbauer versuchten es mit anderen Controllern als den in Folge 1 genannten. Grundsätzlich läuft der Torquemax mit jedem Controller für sensorlose Motoren. Allerdings kann es rasch zu Problemen mit der Grenzfrequenz kommen, denn der 14-polige Außenläufer "verbrät" für eine mechanische Umdrehung 7 elektrische Schaltzyklen. Wenn der Controller also eine Grenzfrequenz von nur 50 kHz aufweist, so greift bei ca. 7000 min-1 schon die Drehzahlbegrenzung. Mehrfach wurde in diesem Zusammenhang dann auch die Frage nach einem Selbstbau-Controller für den Torquemax aufgeworfen. Hier ist möglicherweise erst mal ein vorsichtiges Wort der Warnung angebracht: Der Aufwand für einen Brushless-Controller in sensorloser Technik ist in keiner Weise vergleichbar mit dem eines Drehzahlstellers für herkömmliche DC-Motoren. So ein Projekt stellt sowohl schaltungs- wie programmierungstechnisch hohe Anforderungen und macht wohl nur in ausgefeilter Mehrplatinen-SMD-Bauweise Sinn, möchte man nicht den durch die Motorkonstruktion gewonnenen Gewichtsvorteil auf dem Altar der Selbstbauelektronik opfern. Dennoch nahm der Autor mit Freude zur Kenntnis, dass einige Gehirne bereits in diese Richtung zu denken begonnen haben. Allerdings liegt man nach bisherigen Erfahrungen nicht falsch, hier noch einen gewissen Zeitbedarf zu unterstellen.
Luftschraubenmitnehmer
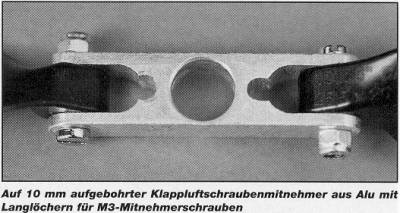 Gefragt
wurde nach Anpassung eines herkömmlichen Klappluftschrauben-Mitnehmers
an den Außenläufermotor. Das ist kein Problem. Dazu
wird die zentrale 8-mm-Bohrung eines herkömmlichen 12-mm-Mittelstücks
vorsichtig auf 10 mm erweitert. Wie im Bild gezeigt, bleibt
an den Rändern dann noch hinreichend "Fleisch"
stehen. Für die Mitnehmerschrauben wird hier je ein 3-mm-(Lang-)Loch
gefeilt. Dennoch sei hier, zumal wenn höhere Leistungsdurchsätze
geplant sind, auf die Beachtung des Festigkeitsaspekts hingewiesen.
Wer einen Motor mit 12-mm-Lagerzapfendurchmesser gebaut hat (Torquemax
LRK 320/10-..), kommt mit einem Graupner Kunststoffmittelteil
zum Ziel, dessen Mitte sich entsprechend aufreiben lässt.
Gefragt
wurde nach Anpassung eines herkömmlichen Klappluftschrauben-Mitnehmers
an den Außenläufermotor. Das ist kein Problem. Dazu
wird die zentrale 8-mm-Bohrung eines herkömmlichen 12-mm-Mittelstücks
vorsichtig auf 10 mm erweitert. Wie im Bild gezeigt, bleibt
an den Rändern dann noch hinreichend "Fleisch"
stehen. Für die Mitnehmerschrauben wird hier je ein 3-mm-(Lang-)Loch
gefeilt. Dennoch sei hier, zumal wenn höhere Leistungsdurchsätze
geplant sind, auf die Beachtung des Festigkeitsaspekts hingewiesen.
Wer einen Motor mit 12-mm-Lagerzapfendurchmesser gebaut hat (Torquemax
LRK 320/10-..), kommt mit einem Graupner Kunststoffmittelteil
zum Ziel, dessen Mitte sich entsprechend aufreiben lässt.
Schwieriger als angenommen scheint sich der Beschaffungsprozess bei Magneten und Statorblechen zu gestalten. So konnte der vom Autor ursprünglich wirklich als solcher gedachte "Notdienst" über mangelnde Inanspruchnahme nicht klagen (und kam zuweilen selbst in Not). Denn leider hielten nicht alle ursprünglich avisierten Lieferanten Wort, sodass es bei Statorblechen von 32 bzw. 35,5 mm bald zu Engpässen kam. Es zeichnet sich jedoch Besserung ab. Bleche von 34,5 mm Durchmesser liefert beispielsweise die Firma Lehner Motoren Technik (Tel. 089/6019922). Diese sind von bester Qualität (0,3 mm) und mit einer 6-mm-Bohrung versehen, weshalb eventuell eine zusätzliche Buchse benötigt wird. Auch dürfte es interessant sein, sich einmal auf den Diskussionsseiten von www.rc-online.de einzuklicken, wo der Selbstbaumotor seit längerem zu den heißen Themen zählt.
Magnete sind nach wie vor über den "Notdienst"
zu beziehen. Anfragen bitte über Fax 07123/932224 oder E-Mail:
LRetzbach@t-online.de
Und nun der "Große" ...
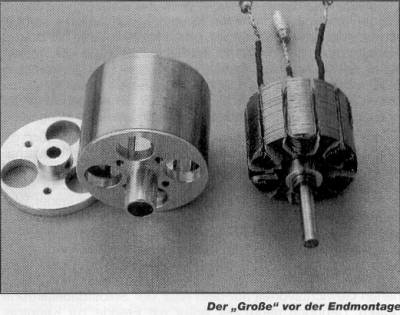 Es wäre sträflich,
die aus Folge 1 resultierenden Logistik-Erfahrungen einfach zu
ignorieren. Deshalb bittet der Autor die Leser um Verständnis,
wenn die bereits angekündigte Kilowattmaschine u.a. wegen
derzeit noch ungeklärter Beschaffungsprobleme etwas warten
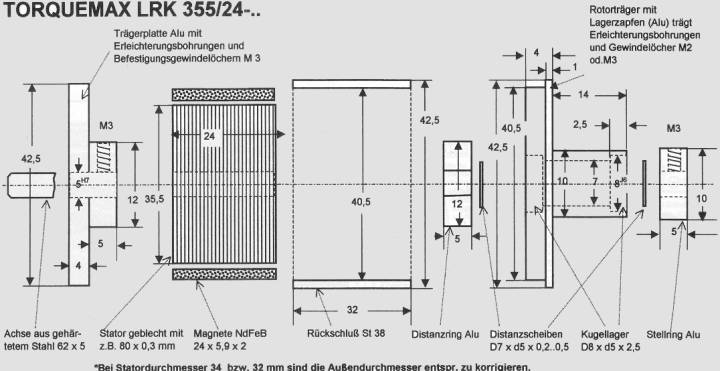
muss. Der hier vorgestellte vergrößerte Torquemax
LRK 355/24-.. mit verdoppelter Magnetlänge kommt dieser
Leistungsgrenze aber schon recht nahe. Er kann wahlweise mit
Rotorblechen von 32, 34,5 oder 35,5 mm Durchmesser gebaut
werden, kämpft dann mit 200 bis 230 Gramm in der Gewichtsklasse
eines (eisenberingten) Speed 600 und fühlt sich im
Leistungsband von 300 bis 600 Watt am wohlsten. Bei optimierter
Bewicklung und fachgerechter Verklebung sind aber 800 Watt kein
Problem. Allerdings würde man dieser Konstruktion nicht
gerecht, wollte man sie ausschließlich nach der Leistung
beurteilen. So wurde die erstgebaute Variante mit 21 Wdg./0,68
mm bei 12-14 Zellen mit Luftschrauben bis 18 x 11 " (Aeronaut
CAM-carbon) "fertig", was sich mit einer spezifischen
Drehzahl von 360 min-1 N erklären lässt. Wegen der
relativ großen Wicklungslänge verlangen solche Maschinen
allerdings nach einem guten Wicklungs-Füllfaktor, der bei
diesem ersten Prototyp noch keineswegs gegeben war. Mit einem
Innenwiderstand Ri von 130 mOhm und einem Leerlaufstrom von ca.
1,5 A entlarvt sich diese Maschine als eher für höhere
Spannungen und kleineren Strom geeignet.
Es wäre sträflich,
die aus Folge 1 resultierenden Logistik-Erfahrungen einfach zu
ignorieren. Deshalb bittet der Autor die Leser um Verständnis,
wenn die bereits angekündigte Kilowattmaschine u.a. wegen
derzeit noch ungeklärter Beschaffungsprobleme etwas warten
muss. Der hier vorgestellte vergrößerte Torquemax
LRK 355/24-.. mit verdoppelter Magnetlänge kommt dieser
Leistungsgrenze aber schon recht nahe. Er kann wahlweise mit
Rotorblechen von 32, 34,5 oder 35,5 mm Durchmesser gebaut
werden, kämpft dann mit 200 bis 230 Gramm in der Gewichtsklasse
eines (eisenberingten) Speed 600 und fühlt sich im
Leistungsband von 300 bis 600 Watt am wohlsten. Bei optimierter
Bewicklung und fachgerechter Verklebung sind aber 800 Watt kein
Problem. Allerdings würde man dieser Konstruktion nicht
gerecht, wollte man sie ausschließlich nach der Leistung
beurteilen. So wurde die erstgebaute Variante mit 21 Wdg./0,68
mm bei 12-14 Zellen mit Luftschrauben bis 18 x 11 " (Aeronaut
CAM-carbon) "fertig", was sich mit einer spezifischen
Drehzahl von 360 min-1 N erklären lässt. Wegen der
relativ großen Wicklungslänge verlangen solche Maschinen
allerdings nach einem guten Wicklungs-Füllfaktor, der bei
diesem ersten Prototyp noch keineswegs gegeben war. Mit einem
Innenwiderstand Ri von 130 mOhm und einem Leerlaufstrom von ca.
1,5 A entlarvt sich diese Maschine als eher für höhere
Spannungen und kleineren Strom geeignet.
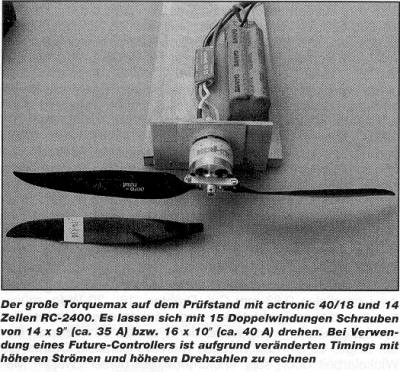 Die zweite Variante erhielt daher
15 Doppelwindungen aus zwei parallelen 0,63-mm-CuL-Drähten
(18...20 Wdg. müssten bei dieser Drahtstärke und sauber
ausgeführter Bewicklung möglich sein), wobei der Ri
auf ca. 50 mOhm sank. Dabei zeigte es sich auch, dass mehrere
parallele Drähte die Wickelarbeit doch sehr erleichtern.
Bei dieser zweiten Maschine stellte sich eine spezifische Drehzahl
von ca. 500 min-1/V ein. Mit ca. 2,3 A Leerlaufstrom
präsentiert sich die Maschine als guter Kompromiss zwischen
Drehmoment und Leistung. So nimmt sie an 14 Zellen mit einer
CAMcarbon 14 x 9" ca. 35 A auf.
Die zweite Variante erhielt daher
15 Doppelwindungen aus zwei parallelen 0,63-mm-CuL-Drähten
(18...20 Wdg. müssten bei dieser Drahtstärke und sauber
ausgeführter Bewicklung möglich sein), wobei der Ri
auf ca. 50 mOhm sank. Dabei zeigte es sich auch, dass mehrere
parallele Drähte die Wickelarbeit doch sehr erleichtern.
Bei dieser zweiten Maschine stellte sich eine spezifische Drehzahl
von ca. 500 min-1/V ein. Mit ca. 2,3 A Leerlaufstrom
präsentiert sich die Maschine als guter Kompromiss zwischen
Drehmoment und Leistung. So nimmt sie an 14 Zellen mit einer
CAMcarbon 14 x 9" ca. 35 A auf.
Die Magnetbestückung kann wahlweise mit zwei angereihten Magneten von 12 mm Länge oder durch je einen gleichfalls lieferbaren Magnetstab von 24 mm x 5,9 mm x 2 mm erfolgen. Der erste Lösungsansatz verspricht gewisse kleine Vorteile in Bezug auf die zu erwartenden Wirbelstromverluste, der lange Magnet ist aber leichter zu montieren.
Es leuchtet ein, dass die dem Torquemax LRK zugrunde liegende mechanisch einfache Konstruktion auch Grenzen hat. Sie treten beispielsweise in der mechanischen Stabilität der sehr exzentrisch gelagerten Außenläuferglocke zutage. Bei der vergleichsweise großen Magnetlänge können, ausgelöst durch Laststromspitzen oder auch Kommmutierungsfehler (der Controller-Programmierer ist auch nur ein Mensch), unter ungünstigen Umständen Verbiegungen auftreten. Ein größerer Durchmesser (z.B. mit 38-mm-Blech mit 3 mm dicken Magneten) wäre hier einer zu großen Magnetlänge in mehrfacher Hinsicht vorzuziehen. Nicht zu unterschätzen sind auch die bereits im Normalbetrieb auf die Magnete wirkenden Kräfte. Soll die Maschine also auch bei hohen Strömen (> 40 A) arbeiten, ist hier in besonderem Maße auf gute Verklebung (am besten mit UHUplus endfest 300) zu achten. Zu erwägen wäre u.U. auch, das Eisenrohr um 0,5 mm dicker zu bauen. Die Drehzahl hingegen ist, unwuchtfreie Ausführung des Rotors vorausgesetzt, in Bezug auf die Festigkeit weitgehend unkritisch.
Wie's nun weiter geht
Das Torquemax-Konzept ist noch lange nicht ausgereizt. Überlegungen zum Impellereinsatz wurden bereits von Christian Lucas skizziert und harren ebenso ihrer Ausarbeitung wie der Einsatz als Umlaufmotor (in Rumpfmitte). Außerdem wird interessant sein, den Außenläufer mit einer geringen Modifikation so zu bauen, dass er in gewohnter Weise von innen am Frontspant montiert werden kann. Auch reifen Überlegungen, den verlustträchtigen Eisenteil des Motors einfach durch einen völlig anderen Aufbau zu verbessern. Bleiben wir also dran!
Der HTML-Ersteller, wie viele andere, hat auch einen LRK350-20, diesmal mit drehender Welle erstellt und ist begeister, wie gut der Motor dreht.